Hồ quang plasma với ứng dụng hàn kim loại
Ở nhiệt độ hơn 3000°C dưới áp suất khí quyển tồn tại một dạng vật chất, thường được goi là dạng vật chất thứ tư: plasma, bên cạnh chất rắn, chất lỏng và chất khí. Plasma bao gồm các nguyên tử được kích hoạt, các phân tử, ion và điện tử. Đó là hiện tượng tự nhiên ta gặp hàng ngày: ánh sáng sinh ra plasma. Từ năm 1960, nghĩa của từ plasma có một chút thay đổi, được xem như một dạng năng lượng cao là kết quả của sự hội tụ hồ quang điện bằng màng ngăn hay đầu phun. Nguyên lý này được sử dụng rộng rãi trong ngành công nghiệp gia công kim loại, cơ khí và hóa chất.Hàn TIG được sử dụng rộng rãi trong các ứng dụng hàn tay và hàn tự động với vật liệu dầy hơn 1mm. Đối với vật liệu mỏng hơn (< 1mm) thì khó có thể tìm được thiết bị hàn hồ quang công suất nhỏ hơn mà không gặp phải 3 vấn đề sau:
- Tính ổn định của hồ quang hàn TIG kém
- Độ rộng vũng hàn và vùng ảnh hưởng nhiệt quá lớn
- Thường có mức biến dạng quá mức cho phép của vật hàn
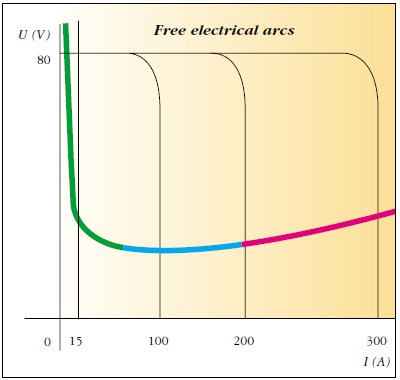
Hồ quang điện
Có đặc tuyến dòng/áp hoàn toàn không giống đặc tuyến của vật dẫn là đường thẳng. Đặc tuyến của hồ quang này có 3 vùng chính như sau:
1- Độ dốc âm trong khoảng giá trị dòng điện thấp
2- Phần nằm ngang trong khoảng giá trị trung bình
3- Độ dốc dương trong khoảng giá trị dòng điện cao
Cả 3 hồ quang tự do (tại áp suất khí quyển) đều có đặc tuyến này mặc dù khác nhau về loại khí sử dụng.
Tại các giá trị dòng hàn rất nhỏ để hàn vật hàn mỏng thì độ dốc âm quá lớn không thể xác định được các điều kiện dòng/áp ổn định tương ứng với nguồn điều chỉnh. Tính không ổn định này được đi kèm với tính không ổn định hướng của hồ quang và phụ thuộc vào điều kiện của cực dương (anot): hiệu ứng đỉnh, các điểm cực nóng, v.v…
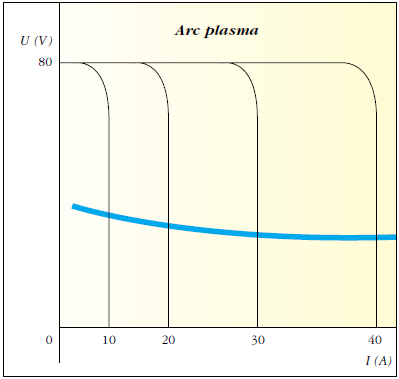
Hồ quang plasma
Tạo bởi đầu phun được làm mát mạnh mẽ ở vùng phụ cận liền kề của cực âm (cathode) làm thay đổi đặc tính do đó nó chỉ có độ dốc âm nhỏ. Đặc tính này cắt ngang đường đặc tính thẳng đứng của nguồn dòng điện tại các điểm được xác định rõ ràng biểu thị hoạt động ổn định tại các giá trị dòng điện nhỏ hơn 5A.
So sánh hồ quang hàn TIG và hồ quang hàn plasma
Hồ quang plasma có những ưu thế hơn hẳn so với hồ quang hàn TIG:
- Nhiệt độ cao
- Chùm tia tập trung
- Năng lượng hồ quang plasma cao, do đó năng suất hàn cao
Hồ quang điện (hàn TIG)
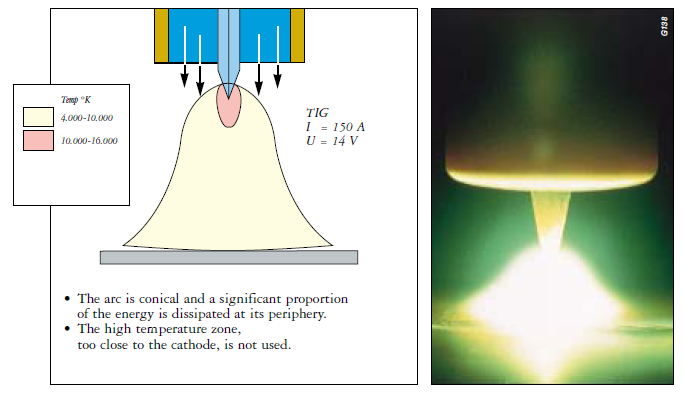
Hồ quang hình nón và một tỷ lệ đáng kể năng lượng bị tiêu hao ở vùng phụ cận
Vùng nhiệt độ cao, rất gần cathode không được sử dụng
Hồ quang plasma
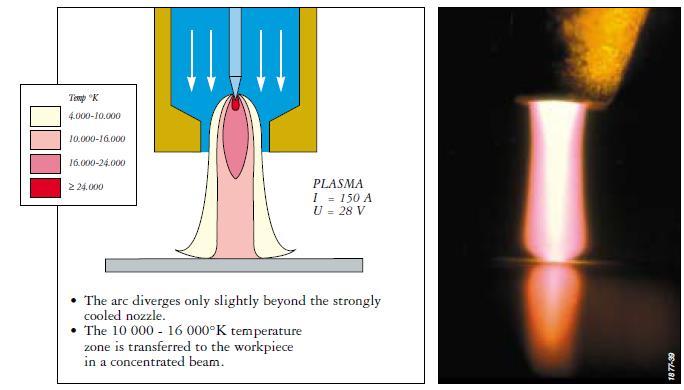
Hồ quang này tỏa ra một phần nhỏ bên cạnh hồ quang tập trung tại trung tâm của đầu phun
Vùng nhiệt độ 10 000 - 16 000°K được truyền tới vật hàn bằng chùm tia tập trung
Đường đẳng nhiệt trong sơ đồ ở trên cho biết năng lượng được phân bổ khác nhau như thế nào trong hồ quang plasma:
- Vùng nhiệt độ 16 000 đến 24 000°K mở rộng vượt quá đầu phun
- Vùng nhiệt độ 10 000 đến 16 000°K được truyền toàn bộ tới chi tiết. Trong khi đó, ở quy trình hồ quang điện, vùng nhiệt độ cao rất gàn với cathode là có thể sử dụng được
Vùng nhiệt độ 4000 đến 10 000°K hẹp trong quy trình hàn plasma và rộng hơn trong quy trình hàn TIG.
Bài liên quan
Tài liệu hướng dẫn hàn TIG
Đây là tài liệu sổ tay hướng dẫn hàn TIG bằng file PDF, nếu các bạn không xem được vui lòng sử dụng trình ...
Thiết bị hàn bằng tia laser
Khi hàn bằng tia laser không có vật liệu tiếp xúc với chi tiết hàn nên mối hàn không bị bẩn. Phương pháp hàn này hàn vật ...