MIG xung cải thiện chất lượng và tiết kiệm chi phí (p1)
Một số máy hàn công nghệ mới nhất tích hợp chức năng tạo dòng xung. Có thể bạn đã từng nghe nói, là những máy hàn cao cấp này cho mối hàn chất lượng cao và giúp công nhân thao tác hàn dễ dàng hơn. Nhưng bạn có biết rằng sử dụng những máy hàn này cũng tiết kiệm chi phí so với các dòng máy hàn truyền thống khác? Mặc dù có thể bạn phải trả tiền cao hơn ban đầu khi mua máy hàn xung, nhưng các lợi thế đem lại sẽ giảm chi phí hàn tổng thể và cho một lợi tức lâu dài với đầu tư khôn ngoan của bạn.CÁC ƯU ĐIỂM CỦA QUY TRÌNH HÀN MIG XUNG
Tiết kiệm dây hàn và khí bảo vệ
Máy hàn MIG xung cung cấp một phạm vi ứng dụng rộng hơn vì khả năng mở rộng giới hạn từ thấp đến cao cho mỗi đường kính dây hàn. Chẳng hạn,với máy hàn MIG thông thường, thợ hàn phải sử dụng các loại dây hàn đường kính 0.8mm, 1.2mm, 1.32 mm, cho các ứng dụng hàn khác nhau theo độ dầy vật hàn hoặc vị trí hàn, nhưng với máy hàn MIG xung, chỉ cần dây hàn 1.2mm có thể đáp ứng được toàn bộ ứng dụng đó . Điều này có nghĩa là thay vì phải sử dụng hai hoặc ba loại dây hàn có đường kính khác nhau, thợ hàn chỉ cần một loại dây. Chỉ cần một loại dây sẽ giảm thiểu chi phí tồn kho và tiết kiệm thời gian cho việc chuyển đổi khi thay dây hàn. Điều này cũng đúng với khí bảo vệ - một loại khí có thể đáp ứng được các giới hạn từ thấp đến cao của ứng dụng. Thêm nữa, nhu cầu mua và dự trữ các loại phụ kiện tiêu hao (mỏ hàn, đầu bép hàn, ống dẫn dây,v.v…) cũng giảm do đó tiết kiệm thêm chi phí cho vật tư và vật liệu hàn.
Giảm khói hàn và bắn tóe
So với hàn MIG thông thường, hàn MIG xung ít bắn tóe và ít khói hàn hơn. Sự giảm thiểu bắn tóe tiết kiệm đáng kể vì dây hàn nóng chảy tham gia vào kim loại hàn tối đa, ít bắn tóe lên bề mặt sản phẩm hoặc các đồ gá xung quanh, do đó cũng cần ít thời gian làm sạch sau khi hàn. Giảm thiểu khói hàn cũng tạo cho môi trường làm việc trong nhà xưởng an toàn hơn và ít bị ô nhiễm hơn.
Giảm nhiệt tích lũy
Dòng hàn xung giảm thiểu được nhiệt tích lũy khi hàn nên hạn chế biến dạng nhiệt và cải thiện chất lượng tổng thể do đó giảm các lỗi của sản phẩm. Điều này rất quan trọng khi vật liệu chi tiết hàn là thép không gỉ, thép nickel và các hợp kim khác nhạy cảm với nhiệt.
Cải thiện năng suất hàn
Hàn MIG xung cho tỷ lệ đắp cao. Ngoài ra, vì các dòng máy mới đơn giản hơn và tính thích nghi cao, sử dụng máy hàn MIG với chế độ hàn xung dễ dàng hơn các phương pháp dịch chuyển hồ quang khác, không mất nhiều thời gian cho đào tạo.
Chất lượng hàn cao hơn
Tất cả các ưu điểm của phưong pháp hàn MIG xung đề cập trên đây cho chất lượng hàn cuối cùng tốt hơn và hồ quang ổn định hơn. Thêm nữa, thợ hàn có điều kiện làm việc tốt hơn trong môi trường ít khói hàn, đồng thời vì bắn tóe ít nên thời gian dành cho việc làm sạch hoặc mài chi tiết sau hàn không đáng kể. Ngoài ra, một lợi ích nữa là nguồn hàn synergic cho phép đạt được mối hàn chất lượng cao kể cả với thợ hàn ít kinh nghiệm.
MIG xung là gì?
Một cách đơn giản, MIG xung là phương pháp dịch chuyển không tiếp xúc giữa điện cực (dây hàn) và vũng hàn. Nghĩa là ở phương pháp này không có thời gian để dây hàn chạm vũng hàn. Điều này đựợc thực hiện thông qua biến thiên tốc độ cao của dòng điện đầu ra của máy hàn. Hàn MIG xung với quy trình ít bắn tóe và sinh nhiệt ít hơn so với phương pháp dịch chuyển phun hoặc dịch chuyển giọt cầu.
Quy trình hàn MIG xung hoạt động bởi sự hình thành giọt kim loại nóng chảy tại đầu dây hàn tương ứng với từng xung. Khi đó, một lượng dòng bổ sung đẩy giọt kim loại qua hồ quang đi vào vũng hàn. Sự chuyển dịch những giọt kim loại này xảy ra qua vùng hồ quang, với mỗi giọt tương ứng với một xung.
Để hiểu quy trình này một cách chi tiết, hãy xem xét một dạng sóng. Không như chế độ CV (điên áp không đổi) dòng hàn là một đường thẳng, dòng MIG xung giảm tại các thời điểm không cần bổ sung năng lượng , vì vậy làm nguội quy trình. Đây là giai đoạn “làm nguội” cho phép MIG xung hàn tốt hơn vật liệu mỏng, kiểm soát được biến dạng nhiệt và có tốc độ cấp dây thấp hơn
Trong quá trình này, dòng hàn tăng tới đỉnh khi giọt kim loại hình thành. Khi đó, ở pha dòng cơ sở, dòng hàn giảm đi để để giảm nhiệt tích lũy tổng thể.
SO SÁNH GIỮA HÀN MIG XUNG VỚI CÁC PHƯƠNG PHÁP DỊCH CHUYỂN KHÁC
Chuyển dịch ngắn mạch
Ở chế độ chuyển dịch ngắn mạch, dây hàn tiếp xúc với vật hàn và tự làm ngắn mạch. Chuyển dịch ngắn mạch cho phép hàn cả vật liệu dầy và mỏng ở mọi vị trí. Chuyển dịch này tạo vũng hàn nhỏ và đông kết nhanh chóng. Hạn chế của chuyển dịch mạch ngắn là tốc độ đắp, tốc độ cấp dây thấp và nguy cơ “đắp nguội” ở vật liệu dầy hơn. Nguyên nhân là do không đủ năng lượng đưa vào vũng hàn để tạo mức độ nóng chảy thích hợp. Chuyển dịch mạch ngắn cũng tạo bắn tóe nhiều hơn các phương pháp dịch chuyển khác.
Chuyển dịch giọt cầu
Chuyển dịch giọt cầu là chuyển dịch ngắn mạch không kiểm soát được. Đặc trưng của nó là có một lượng lớn kim loại hàn chuyển dịch từ điện cực. Các giọt kim loại lớn bị thắt lại trong vùng hồ quang và rơi vào vũng hàn. Phương pháp chuyển dịch này tạo bắn tóe rất nhiều và sinh nhiệt lớn. Chuyển dịch cầu chỉ thích hợp cho hàn bằng và hàn ngang và thường ít đồng nhất vì sự bắn tóe làm phá vỡ vũng hàn. Mặt khác, vì chuyển dịch cầu sử dụng nhiều dây hàn hơn nên nói chung là ít hiệu quả hơn.
Về mặt lợi thế, chuyển dịch cầu hoạt động tại dòng hàn lớn và tốc độ cấp dây cao nên tạo độ ngấu tốt cho vật hàn dầy. Thêm nữa, có thể sử dụng với khí bảo vệ là CO2 có giá thành thấp. Chuyển dịch này được sử dụng chủ yếu khi bề mặt mối hàn không đòi hỏi cao.
Hồ quang phun
Hồ quang phun đẩy các giọt kim loại nóng chảy nhỏ của dây hàn tới vật hàn. Đây là quy trình CV thuần túy và dòng hàn phải đủ để tạo một luồng kim loại không đổi ra khỏi dây hàn. Ưu thế của phương pháp này là tỷ lệ đắp cao, độ ngấu tốt, nóng chảy mạnh bề mặt mối hàn đẹp và ít bắn tóe.
Nhược điểm của phương pháp là sinh nhiệt cao, vị trí hàn ứng dụng hạn chế và có thể cháy thấu khi hàn vật liệu mỏng.
MIG xung
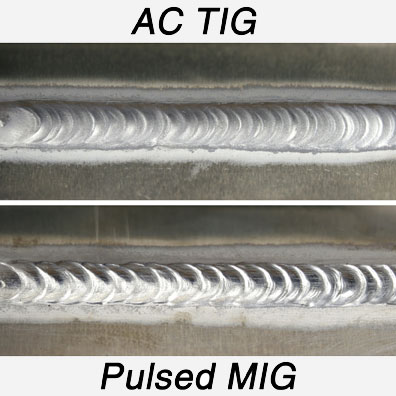
MIG xung là phương pháp tiên tiến đem lại nhiều lợi thế nhất so với các phương pháp dịch chuyển khác. Không như chuyển dịch mạch ngắn, MIG xung không bắn tóe hay gây nguy cơ đắp nguội. Vị trí hàn ứng dụng của MIG xung không hạn chế như chuyển dịch cầu hay chuyển dịch phun và dây hàn được sử dụng hiệu quả hơn. Bằng việc “làm nguội” quy trình hồ quang phun, MIG xung có thể mở rộng phạm vi hàn và nhiệt lượng thấp hơn của nó không làm cháy thấu khi hàn vật liệu mỏng. Pulsed MIG là quy trình hàn tốt nhất cho nhiều ứng dụng hàn với nhiều kim loại.
Bài liên quan
MIG xung cải thiện chất lượng và tiết kiệm chi phí (p2)
Lựa chọn thiết bị hàn Hàn MIG xung đã phát triển kể từ khi được giới thiệu ra thị trường. Vào những năm 1980, với ...