Nối ray xe lửa bằng phương pháp hàn nhiệt nhôm
Các thanh ray được chế tạo thành đoạn có chiều dài cố định do bị hạn chế bởi khả năng chuyên chở cũng như để tạo thuận lợi cho việc sản xuất hàng loạt. Do vậy cần phải nối các thanh ray lại để tạo thành tuyến đường dài liên tục. Hiện nay các thanh ray thường có chiều dài 11.9 m.Có 2 cách nối ray: nối ray bằng bu lông và nối ray bằng phương pháp hàn
Nối ray bằng bu lông: nối các thanh ray bằng cách dùng các bản thép nối gọi là bản cá hay bản nối và bắt bulông.

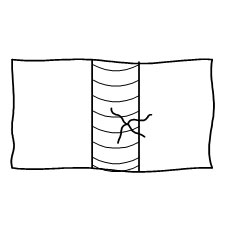
Giữa các thanh ray người ta chừa ra khoảng trống, gọi là khe giãn, để các thanh ray có thể giãn ra khi trời nóng. Do phải chừa các khe co giãn nên khi bánh tàu hỏa chạy qua mối nối ray sẽ phát ra âm thanh va chạm. Do vậy tàu lửa chạy trên tuyến sẽ không êm thuận bằng tuyến đường sử dụng kĩ thuật nối ray bằng phương pháp hàn, đồng thời vận tốc cũng không cao.
Một vấn đề lớn nữa là tình trạng xảy ra nứt xung quanh lỗ bulông do hiện tượng tập trung ứng suất và hiện tượng mỏi có thể dẫn đến phá hoại đầu thanh ray. Sau sự kiện tai nạn Hither Green, các công ty tàu hỏa Anh bắt đầu chuyển sang dùng đường ray liên tục hóa bằng phương pháp hàn. Tuy vậy ở các tuyến tàu hỏa tốc độ không cao cũng như ở các nước có đường sắt kém phát triển phương pháp nối ray này vẫn được dùng phổ biến do chi phí thấp.
Nối ray bằng phương pháp hàn: Kĩ thuật hàn đường ray đã phổ biến từ những năm 1950. Các tuyến đường sắt hiện đại phần lớn sử dụng ray hàn liên tục (CRW). Các đoạn ray được hàn lại với nhau bằng kĩ thuật hàn chảy đối đầu để tạo thành tuyến đường liên tục dài vài km hoặc sử dùng kĩ thuật hàn nhiệt nhôm để sửa chữa hay nối các đoạn CRW có sẵn. Bởi vì số lượng các mối nối ít đi nên xe lửa chạy trên đường ray hàn này sẽ trở nên êm hơn rất nhiều. Ngoài ra, mối nối loại này còn cứng hơn loại mối nối thông thường và ít cần duy tu bảo dưỡng hơn.
Có hai phương pháp hàn ray: hàn nhiệt nhôm và hàn đối đầu
Kỹ thuật hàn chảy đối đầu đặt 2 đầu hai thanh ray cần hàn tiếp xúc với nhau và dùng thiết bị truyền dòng điện cường độ lớn vào thanh ray. Do tác dụng của dòng điện các đầu thanh ray sẽ nóng chảy và được ép lại với nhau tạo thành mối hàn. Kỹ thuật hàn này sẽ được trình bày ở một bài viết khác. Trong khuôn khổ bài viết này, chúng tôi chỉ đề cập đến phương pháp hàn nhiệt nhôm.
Kĩ thuật hàn nhiệt nhôm là kĩ thuật thủ công đòi hỏi phải có lò nung và khuôn để chứa thép nóng chảy. Các mối nối theo cách này kém bảo đảm và dễ bị nứt vỡ hơn.
Bài liên quan
Các phương pháp kiểm tra khuyết tật hàn
Mục đích của phương pháp kiểm tra chất lượng liên kết hàn là xác định khả năng đáp ứng các điều kiện làm việc ...
Các phương pháp kiểm tra khuyết tật hàn (tiếp)
2.3 KIỂM TRA BẰNG TỪ TÍNH Dùng bột sắt từ rắc trong trường của nam châm tự nhiên hay điện từ thì nó sẽ phân bố theo ...